Как работает прокатный стан майнкрафт
Railcraft/Прокатный стан — Официальная Minecraft Wiki
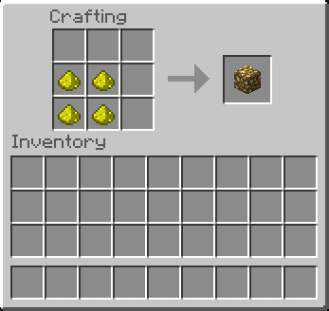
Прокатный стан
| Тип | Твёрдый блок |
|---|---|
| Действует ли гравитация | Нет |
| Прозрачность | Нет |
| Светимость | Нет |
| Взрывоустойчивость | ? |
| Инструмент | |
| Возобновляемый | ? |
| Складываемый | Да (64) |
машиностроение: Типы прокатных станов
В двух высоких нереверсивных станах в качестве двух валков, которые непрерывно вращаются в одном направлении, можно использовать меньшую и менее дорогостоящую движущую силу. Однако каждый раз материал необходимо переносить через верх мельницы для повторного прохождения через валки. Такое расположение используется на станах, через которые пруток проходит один раз, и на толстолистовых станах с открытым железом.2: Трехвалковый прокатный стан: Он состоит из прокатной клети с тремя параллельными валками, расположенными один над другим.Соседние валки вращаются в противоположном направлении. Таким образом, материал может проходить между верхним и средним валками в одном направлении, а нижний и средний валки - в противоположном. На трех высоких прокатных станах заготовка прокатывается как на прямом, так и на обратном проходе. Сначала обрабатываемая деталь проходит через нижний и средний валки и возвращается между средним и верхним валками.
Таким образом, толщина уменьшается при каждом проходе. Используются подъемные столы с механическим приводом, которые перемещаются вертикально или по обе стороны от стойки.Чтобы заготовка автоматически подавалась в зазор между валками. Поскольку валки движутся в одном направлении, требуется гораздо менее мощный двигатель и система передачи. Валки трех высоких прокатных станов могут быть гладкими или рифлеными для производства листа или профилей соответственно. 3: Четырехвалковый прокатный стан: Он имеет клеть с четырьмя параллельными валками, расположенными один над другим. Верхний и нижний валки вращаются в противоположных направлениях, как и два средних валка. Два средних валка меньше по размеру, чем верхний и нижний валки, которые называются опорными валками, для обеспечения необходимой жесткости меньшим валкам.
Четырехсторонний прокатный стан используется для горячей прокатки брони и других листов, а также холодной прокатки листов, листов и полос.
Это комплект из двух или трех клетей с параллельным выравниванием валков. Таким образом, можно производить непрерывный проход через каждую из них последовательно с изменением направления материала.5: Групповые прокатные станы: Это особый тип четырехвалкового прокатного стана, в котором каждый из двух рабочих валков является опорным двумя или более большими опорными валками для прокатки твердых материалов.Может потребоваться использование рабочих валков очень маленького диаметра, но значительной длины. В таких случаях достаточное количество рабочих валков можно получить с помощью кластерного стана.
.Машина стана горячей прокатки производственной линии косого прокатного стана
для металлургического завода
- Номер модели:
Все 8 Опции
0 штук выбрано, всего $ США
Посмотреть детали
- Стоимость доставки:
- Зависит от количества заказа.
- Время выполнения:
- 15 дней после получения оплаты
- Настройка:
-
Индивидуальный логотип (Мин.Заказ: 1 комплект)
Индивидуальная упаковка (Мин. Заказ: 1 комплект)Подробнее
Настройка графики (Мин.Заказ: 1 комплект) Меньше
Образцы
Как работает шаровая мельница?
Шаровая мельница представляет собой полый барабан, закрытый загрузочными и разгрузочными торцевыми крышками, заполненный мелющими телами и вращающийся вокруг своей оси. Барабан шаровой мельницы (рис. 1) представляет собой полый цилиндр из стали, облицованный изнутри броневыми накладками, защищающими его от ударов и трения шаров и измельчаемого материала. Форма футеровки барабана существенно влияет на работу мельницы. Гильзы барабана шаровых мельниц, работающих на большом исходном материале, имеют ребра.Для мельниц, работающих на мелкозернистых материалах, применяют футеровку с небольшими ребрами жесткости или достаточно гладкую. Высота, взаимное расположение и форма ребер определяют силу сцепления мелющих тел с барабаном и результаты работы мельницы. Это важно, когда характер поверхности футеровки резко не изменился в процессе ее износа.

Рис.1. Барабан шаровой мельницы
Торцевые крышки, отформованные как одно целое с полыми штифтами. На штифты насажены поддерживающие повязки. Барабан поддерживается двумя самоустанавливающимися роликами через эти бандажи.Материал загружается в мельницу через бункер. Мельница приводится в движение двигателем через муфту, коробку передач и эластичную муфту. Мелющие тела следовали направлению вращения барабана при его вращении, поднимались на определенную высоту и свободно падали или скатывались.
В зависимости от способа выгрузки измельченного продукта из мельницы различают мельницы центральной выгрузки и выгрузки через решетчатые мельницы.
На мельницах с центральной разгрузкой измельченный продукт удаляется свободной мойкой через полую разгрузочную цапфу.Необходимо, чтобы уровень пульпы в барабане был выше уровня нижней генерирующей разгрузочной цапфы. Поэтому мельницы с центральной разгрузкой иногда называют мельницами сливного типа или мельницами с высоким содержанием пульпы. Разгрузочная воронка имеет немного больший диаметр, чем загрузочная воронка, для создания наклона и для поддержания высокого уровня пульпы на мельнице.
Мельницы с разгрузкой через решетку имеют подъемное устройство, которое принудительно выгружает измельченный продукт. Следовательно, в мельницах этого типа уровень суспензии может быть ниже уровня разгрузочной цапфы.Мельницы с разгрузкой через решетку иногда называют мельницами с принудительной разгрузкой или мельницами с низким уровнем пульпы. Этот тип шаровой мельницы имеет решетку с отверстиями для разгрузки измельченного материала и расположенную в разгрузочном конце барабана. Решетка имеет радиальные ребра-подъемники на стороне, обращенной к разгрузочной торцевой крышке. Ребро-подъемники разделяют пространство между решеткой и торцевой крышкой на секториальные камеры, открытые в цапфе. Вращая барабан, ребра действуют как колесо подъемника и поднимают пульпу до уровня разгрузочной цапфы.Это устройство позволяет поддерживать низкий уровень пульпы в мельнице и сокращает время нахождения материала в ней за счет уменьшения объема пульпы.
В зависимости от формы барабана различают мельницы цилиндрические и конические цилиндрические. Цилиндрические станы делятся на три типа: короткие станы, длинные станы и трубные станы. У коротких шаровых мельниц длина барабана меньше диаметра барабана или равна диаметру барабана. Длинные шаровые мельницы имеют длину барабана больше одного диаметра барабана, но меньше трех диаметров барабана.У трубчатых шаровых мельниц длина барабана превышает три диаметра барабана.

Рис. 2. Мельница цилиндрическая
Цилиндрическая шаровая мельница, используемая для измельчения крупного материала. Эта мельница должна иметь небольшую длину, поскольку шары распределены равномерно по всей длине мельницы и во время вращения получают одинаковый импульс. Диаметр барабана цилиндрической шаровой мельницы должен быть тем больше, чем больше куски измельченного материала.
Рис.3. Шаровая мельница для труб
На трубчатых шаровых мельницах шары дольше воздействуют на измельчаемый материал. Барабан этих мельниц облицован изнутри кремневыми блоками или кремневыми камешками на цементе. Материал непрерывно подается осью барабана через бункер на одном конце и выходит на противоположном конце барабана через торцевую стенку или отверстия на стенках барабана. Шаровая трубная мельница (рис. 3) снабжена приводом, конструкция которого аналогична приводам прокатных станов. Центральный приводной вал имеет на концах фрезерованные выступы и углубления и входит в соответствующую муфту.В этом устройстве осевое смещение мельницы не передается на редуктор или двигатель.
Рис. 4. Цилиндро-коническая шаровая мельница
Корпус шаровой мельницы цилиндро-конической формы состоит из двух конусов и короткой цилиндрической части между ними (рис. 4). Такое изменение формы цилиндрической мельницы весьма целесообразно, поскольку достигается пропорциональность между усилием и полезным сопротивлением. Окружная скорость барабана конической мельницы постепенно уменьшается в направлении от цилиндрической части к выпускному отверстию, в том же направлении уменьшается угол подъема шаров внутри мельницы и, следовательно, уменьшается их кинетическая энергия.Количество измельченных деталей также постепенно уменьшается по мере приближения к месту разгрузки, что снижает энергозатраты на измельчение.
Следует отметить, что производительность шаровых мельниц зависит от диаметра барабана и соотношения диаметра и длины барабана. На короткой шаровой мельнице измельчение более грубое и для тонкости помола необходимо возвращать большое количество материала из классификатора в мельницу, что приводит к перегрузке мельницы. В длинных шаровых мельницах измельчение происходит только спереди, а остальные шары в барабане только увеличивают потребление энергии.
Барабанные мельницы имеют одну размольную камеру (короткая и длинная шаровые мельницы) и две или более размольных камер (длинная и трубчатая шаровые мельницы). Однокамерные непрерывные мельницы являются основным оборудованием горно-обогатительных комбинатов.
.Лом или слитки / заготовки Китайский сталеплавильный фрезерный станок для горячей прокатки металла
Станок для горячей прокатки прутков
Станок для горячей прокатки в основном используется на сталелитейных заводах, которые производят деформированный пруток, катанку, швеллерную сталь, плоский пруток, стальной лист или другие изделия.
Линия горячей прокатки деформированного прутка подразделяется на непрерывную и полунепрерывную прокатку. Для непрерывной прокатки тип прокатки - двухканавочная однолинейная.
Горячая загрузка заготовок и прямая прокатка сокращают время хранения заготовок по сравнению с традиционным типом производства.Это уменьшает складские площади, в результате уменьшается площадь завода и экономятся инвестиции, одновременно увеличивается денежный поток. Горячая загрузка заготовки и прямая прокатка делают ненужным процедуру нагрева заготовки перед прокаткой; он увеличивает урожайность, снижает потребление энергии и снижает производственные затраты для достижения лучших экономических выгод. Это также уменьшает окалину, образующуюся в нагревательной печи при вторичном нагреве, и увеличивает выход продукции на 0,3-0,5%.
Технические параметры стана горячей прокатки
| Наименование позиции | шт. | HT-300 * 4 | HT-250 * 6 | HT-250 * 2 | HT-220 * 2 | |
| Диаметр ролика | MM | DIA280-300 | DIA230-280 | DIA230-280 | DIA200-240 | |
| Длина рабочей поверхности ролика | MM | 700 | 500 | 500 | 350 | |
| Главный двигатель | Мощность | кВт | 630 | 800 | 240 | 185 |
| Скорость вращения | FPm | 590 | 590 | 738 | 738 | |
| Распределительная коробка | поперечная мода | 12 | 10 | 10 | 8 | |
| Межосевое расстояние | MM | 1350 | 1250 | 1250 | 1200 | |
| Ширина зуба | MM | 615 | 500 | 450 | 400 | |
| Коробка передач | Модуль | мм | 12 | 10 | 10 | 8 |
| Межосевое расстояние | мм | 310 | 260 | 260 | 220 | |
| Ширина зуба | мм | 604 | 550 | 450 | 500 | |
| Способ передачи | Универсальный соединительный вал | Универсальный соединительный вал | Универсальный соединительный вал | Универсальный соединительный вал | ||
| Вес машины | T | 68.16 | 72,13 | 17,7 | 12,3 | |
Состав станка стана горячей прокатки: главный двигатель. Главный редуктор. Клеть "елочка" и одна или несколько клетей прокатных станов. (Наша фабрика также может предоставить подходящее оборудование в соответствии с потребностями пользователя, например, стальную машину для толкания, машину для перемещения стали. Ролик. Подъемный стол. Холодный стол. Ножницы и другое вспомогательное оборудование).
Фрезерный валец - это деталь, которая пластически деформирует металл.
Оборудование прокатных станов, оборудование прокатных станов относится к реализации технологических машин и оборудования для металлопроката. Это относится к оборудованию, которое завершает процесс прокатки различных сортовых полос, включая прокатное оборудование, вспомогательное оборудование, подъемное и транспортное оборудование, а также вспомогательное оборудование. Однако так называемая мельница обычно относится только к основному оборудованию.
Линия по производству прутков непрерывной горячей прокатки
1.Производительность малого типа 3T / H, 5T / H, 10T / H, 15T / H - наш стандартный продукт.
2. диаметр стальной арматуры: 8-32 мм. Квадратный стержень: 100 * 100, 150 * 150, длина: 3000-6000 мм.
3. Система управления с ЧПУ, шесть зон :( Зона плавления, зона литья, зона нагрева, зона прокатки, зона охлаждения, зона сбора)
4. Сервисная часть
- Обеспечение проектирования завода, внесение предложения, изготовление, отгрузка, услуги по установке и пуско-наладочные работы
- Обеспечение проектирования завода, общая компоновка оборудования, технологический проект, электрические и электрические схемы, макет фундамента, проектирование прокатных станков и др. услуги.
- После прибытия машины направьте технический персонал для оказания услуг по установке. Завершите все обслуживание до тех пор, пока клиент не будет удовлетворен.
- Долгосрочная техническая поддержка.
- Сверхдлительная гарантийная поддержка машины.
Процедура изготовления стального стержня
производитель заготовок
1 ------ заготовка --- повторный нагрев --- открытый поезд --- отрезной станок --- прокатный стан --- несколько прокатных станов-охлаждающая станина --- станок для резки скальпелем --- летучие ножницы --- упаковочный стол --- складской стол --- продажа
процедура лома:
2 ----- стальные отходы ---- плавка ---- литье ---- разгрузка формы ---- сортировка ----- доставить в нагревательную печь ---- нагрев до 1150 градусов до 1200 градусов ----- выйти из печи ----- прокатка ----- готовый продукт ---- упаковка ---- продажи
Основные параметры печи для плавки стального лома
| Технические характеристики печи предварительного нагрева стальной заготовки | |||
| Модель | 900 25 KGPS-2000KWВходное напряжение | 950V | |
| Входной ток | 4000A | Постоянный ток | 1560A |
| Постоянное напряжение | 1282V | MF Напряжение | 3200V |
| IF частота | 500 Гц | Мощность MF | 2000 кВт |
Среднечастотная индукционная печь для плавки лома
Машина непрерывного литья заготовок, печь для непрерывного литья заготовок 9000 CC5
Печь для производства стальных заготовок гидравлический отрезной станок
Печь предварительного нагрева стальных заготовок
Преимущества электрической печи предварительного нагрева слитков / заготовок:
1.Полезная модель имеет преимущества очевидного энергосберегающего эффекта и 20% экономии по сравнению с обычным оборудованием.
2. Он имеет высокий коэффициент мощности и поддерживает более 0,98 с высоким уровнем загрязнения гармоническими волнами. Нет необходимости добавлять устройство компенсации реактивной мощности и устройство контроля гармонических волн.
3. Можно добиться того, что один шкаф источника питания на две печи. Коэффициент использования трансформатора высокий.
4. Две печи могут разливать одновременно, а также могут осуществлять непрерывную разливку жидкой стали.
5. Произвольное распределение мощности, скорость пуска 100%
Стан горячей прокатки прутков Производительность 3-5 т / час
Охлаждающий слой для линии по производству арматуры
.